

پروفیل آلومینیوم چیست؟
پروفیل آلومینیوم به عنوان یکی از مهمترین تولیدات صنایع مختلف به کار می رود. اما اینجا سوال پیش می آید که پروفیل آلومینیوم چیست؟ و چه کاربردی دارد؟
جوامع صنعتی امروز، جوامعی به شدت وابسته به فلزات هستند. هر شرکت و سازهای که بخواهد ساخته شود به این فلزات نیاز دارد، زیرا هر کدام از فلزات خواص شیمیایی و فیزیکی مخصوص خود را دارند. در این میان دو فلزی که دارای بیشترین کاربرد در جوامع صنعتی هستند به ترتیب فولاد و آلومینیوم نام دارند. فلز آلومینیوم این توانایی را دارد تا در بستر صنایع گوناگون ازجمله انواع درب و پنجره چون درب آلومینیومی کشویی قرار بگیرد. فلز آلومینیوم را عموما به صورت پروفیل در میآورند تا استفاده از آن آسانتر گردد و در همهی صنایع کاربرد داشته باشد.
پروفیل الومینیوم به معنای کلمه
پروفیل آلومینیوم در صنایع فلزی و ساخت و ساز به اشکال گوناگونی ظاهر میشود، اما شاید بشود گفت که مهم ترین کاربرد آنها در ساخت و ساز پنجره و درب می باشد. لازم است بدانید فلز آلومینیوم به عنوان فلز مادر نقرهای رنگ از سبکی، نرمی و شکل پذیری بسیار بالایی برخوردار است. اما ویژگی دیگری که به همراه دارد و آن را بسیار مهم کرده است عدم زنگزدگی فلز آلومینیوم است. زیرا سطح این فلز با قرار گرفتن درهوایی آزاد اکسید میشود و کل فلز را در برابر زنگزدگی عایق میکند.
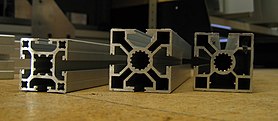
به همین خاطر پروفیل الومینیوم از پر مصرفترین محصولات فلز آلومینیوم است. پروفیلهای آلومینیومی را در ابعاد مختلف، مطابق نیاز ساخت و ساز، میتوان به راحتی تولید کرد.می توان از طریق جوشکاری ورق آلومینیوم قطعات مختلف را بست به نیاز به یکدیگر متصل کرد.
بیشترین کاربرد پروفیل الومینیوم در صنایعی همانند سازه های ساختمانی و معماری، خودرو سازی، صنعت برق، صنایع مبلمان های اداری و حمل و نقل می باشد.
انواع پروفیل آلومینیوم درب و پنجره
پروفیل های آلومینیومی درب و پنجره دارای انواع متفاوتی میباشند. این پروفیل ها از آلیاژهای گوناگونی تهیه میشوند که از معروف ترین آن ها میتوان به دو آلیاژ ۶۰۶۳ و ۶۰۶۰ اشاره کرد. این آلیاژها به خوبی درون دستگاه پرس اکستروژن فشرده میشوند و به شکل نهایی مد نظر در می آیند.
پروفیل آلومینیومی پنجره دارای مزایای بسیاری میباشد. مواردی مانند سبک وزنی، استحکام و مقاومت بالا، انعطاف پذیری و طول عمر طولانی از جمله مهم ترین ویژگی های این محصولات به شمار میروند. هم چنین انجام فرآیند های گوناگونی نظیر جوشکاری، برشکاری، سوراخکاری، آندایزینگ، رنگ آمیزی و غیره به راحتی بر روی این پروفیل ها امکان پذیر است. شرکت ابتکار آلومینیوم دارای تنوع گوناگونی در تولید پروفیل های درب و پنجره میباشد تا بتواند به تمام سلایق پاسخ دهد.
رنگ الکترواستاتیک چیست ؟

قبل از جواب به پرسش رنگ الکترواستاتیک چیست بهتر است که تاریخچه کوتاهی از پیدایش این نوع از رنگها بدانیم. رنگ الکترواستاتیک یا رنگ پودری برای اولین بار حدود ۷۰ سال قبل در ایالات متحده آمریکا به تولید رسید. در دهه ۶۰ میلادی یک کمپانی در آلمان موفق شد از ترکیب «اکسترودر» و حرارت، خمیر رنگ الکترواستاتیک را تولید کند و تقریباً به طور همزمان موسسه شِل در انگلستان نیز برای رنگآمیزی با استفاده از رنگهای پودری، روش الکترواستاتیک را ابداع کرد. البته در این برهه از زمان به دلیل هزینههای بالا، استفاده از این نوع رنگها و روشهای رنگآمیزی فراگیر نشد. بیشتر افراد، شرکتها و کارخانهها ترجیح میدادند همچنان از رنگهای پلیاستر، هیبرید و اپوکسی استفاده کنند.
انواع شیوههای رنگآمیزی الکترواستاتیک
- پیش گرما
- پس گرما
- مشعل پاش
- مادونقرمز
روش پیش گرما
در این روش در ابتدا قطعه مورد نظر به اندازه کافی حرارت دریافت کرده و سپس رنگ بر آن اسپری میشود. رنگآمیزی به شیوه پیش گرما ویژگیهایی دارد که برخی از آنها شامل این موارد است. در این روش میزان چسبندگی رنگ به قطعه زیاد است. رنگ الکترواستاتیک در برابر کنده شدن، خراشیدگی و جدا شدن مقاومت بالایی خواهد داشت. این روش جهت رنگ آمیزی قطعات خیلی کوچک با پیچیدگی زیاد و همچنین قطعات با ضمانت بالا مناسب می باشد.
روش پس گرما در رنگ الکترواستاتیک
این شیوه از رنگآمیزی الکترواستاتیک متداولترین شیوه در ایران است. در این روش ابتدا قطعه رنگآمیزی شده و بعد در معرض گرما قرار میگیرد.
روش پس گرما شیوهای است که نسبت به دیگر شیوههای رنگآمیزی الکترواستاتیک آسانتر بوده و آموزش دادن آن به افراد نیز راحت تر خواهد بود. راهاندازی تجهیزات این نوع از رنگآمیزی به نسب دیگر شیوهها ارزانتر است. روش پس گرما هم به شیوه دستی و هم به روش اتوماتیک قابلیت اجرا دارد. در هر دو مدل دستی و اتوماتیک سرعت خروجی آن بالا بوده و کیفیت رنگ آن نیز مطلوب است.
شیوه مشعل پاش
در ادامه بررسی پرسش رنگ الکترواستاتیک چیست به توضیح شیوه مشعل پاش میپردازیم. در این نوع از رنگآمیزی الکترواستاتیک، تفنگ پاشش همزمان که پودر رنگ را به سمت قطعه هدایت میکند، شعله را نیز به آن سمت هداست کرده و رنگ را میپزد.
این شیوه، رنگآمیزی در نقاط دورافتاده و کم امکانات را میسر میکند، به کوره نیازی ندارد و به برق نیز نیاز ندارد چون کمپرسور آن دیزلی یا بنزینی است؛ اما باید در نظر داشت که رنگآمیزی با روش مشعل پاش رنگی را ایجاد میکند که در برابر خراشیدگی و کندگی مقاوم نیست. با توجه به اینکه در این شیوه، مرحله کوره حذف شده است، باز هم فرآیند رنگپاشی در این روش سرعت پایینی دارد. در صورتی که بخشی از لایه رنگ از سطح جدا شود تمام لایه رنگی به صورت یکپارچه از سطح قطعه جدا خواهد شد. لازم به ذکر می باشد جهت استفاده از این روش نیاز به رنگ های تخصصی با زمان پخت کوتاه می باشد که خواص رنگ بهتری ایجاد کند. این روش برای قطعاتی که بسیار بزرگ و حجیم می باشد مناسب می باشد.
شیوه مادونقرمز
در شیوه مادونقرمز در ابتدا فرایند رنگآمیزی به وسیله ربات یا تفنگ انجام گرفته و بعد از آن قطعه یا قسمت رنگ شده را زیر لامپ مخصوص (مادونقرمز) قرار میدهند تا سخت شود.
این شیوه مناسب قطعاتی است که بزرگتر از ورودی کورههای پخت هستند. با استفاده از شیوه مادونقرمز میتوان بخشی از یک قطعه بزرگ را رنگآمیزی کرد. رنگآمیزی قطعاتی که به دلیل داشتن ملحقاتی که قابل اشتعال یا تغییر حالت هستند و امکان قرارگیری در کوره را ندارند به شیوه مادونقرمز انجام میشود. این شیوه به امکانات کمی نیاز دارد. مکان کوچک برای انجام مراحل رنگآمیزی و عدم نیاز به کوره دیگر ویژگی آن است؛ اما باید توجه داشت که در روش رنگآمیزی مادونقرمز سرعت کار به نسبت دیگر روشها پایین است. اگر قرار باشد که قطعات در تیراژ بالا رنگآمیزی شود نیاز به صرف هزینه زیادی برای خرید لوازم و مصرف برق دارد. لازم به ذکر می باشد در این روش هم مانند شیوه مشعل پاش نیاز به رنگ مخصوص با زمان پخت کوتاه می باشد

فرآیند رنگآمیزی الکترواستاتیک به روش پس گرما
در این روش قطعه مورد نظر که قرار است رنگآمیزی شود در یک محفظه قرار گرفته و با «کابل ارت» به زمین متصل میشود. پودر درون تفنگ مخصوص پاشش قرار میگیرد و به صورت الکترواستاتیکی باردار میَشود. در مرحله پاشش رنگ باید بسیار مواظب بود که فشار هوا کنترل شده و هم چنین ضخامت سطح رنگی که بر روی قطعه قرار میگیرد نیز کنترل شود تا ضخامت پوشش رنگی در عایق بودن سطحِ زیر رنگ تاثیر نگذارد.
آمادهسازی و رنگآمیزی قطعه در روش پس گرما
در ادامه جواب به پرسش رنگ الکترواستاتیک چیست و آشنایی با رنگ پودری مراحل رنگآمیزی را توضیح میدهیم. مرحله اول چربیگیری قلیایی از قطعه، مرحله دوم شستشو قطعه، مرحله سوم ایجاد لایه فسفاته، مرحله چهارم رنگآمیزی و مرحله آخر نیز قرارگیری در کوره است.
در مرحله چربیگیری روش کار بدین صورت است که قطعه مورد نظر را در یک وان مخصوص قرار میدهند سپس اسیدهای قلیایی را تا دمای ۶۰ درجه سانتیگراد گرما داده و قطعه را به مدت ۲ تا ۳ دقیقه در آن غوطهور میکنند تا آلودگیها و چربیهای سطح آن پاک شود. بعد از مرحله چربیگیری نوبت به شستشو میرسد. در این زمان آب ولرم به صورت اسپری بر روی قطعه پاشیده میشود تا مواد قلیایی باقیمانده از مرحله چربیگیری از روی سطح مورد نظر پاک شود. در مرحله سوم مواد فسفاته را بر روی قطعه به وسیله اسپری یا غوطه وری اعمال می کنند.
و در مرحله چهارم هم رنگآمیزی به وسیله تفنگهای مخصوص رنگ پودری بوده و مرحله آخر نیز قرار دادن قطعه رنگ شده در کوره و پخت است. در هنگام پخت باید به نکات مختلفی توجه کرد. برای مثال دمای پخت رنگ پودری در کوره بین ۱۶۰ تا ۲۰۰ درجه سانتیگراد و زمان پخت آن هم بین ۱۰ تا ۲۵ دقیقه است. اگر دمای پخت پایینتر از حد مورد نیاز یا زمان پخت کمتر از زمان معمول باشد، مقاومت مکانیکی و شیمیایی رنگ حاصل شده ضعیف میشود و در بعضی از رنگها به خصوص رنگهای چکشی باعث ظاهر نامطلوب رنگ خواهد شد. حال اگر پخت رنگها در کوره با دمایی بیش از دمای معین یا زمانی بیشتر از زمان تعیین شده باشد، باعث میشود رنگهای براق مات شده و پوشش پودری ایجاد شده نیز تغییر رنگ دهد.
استفاده از رنگ الکترواستاتیک چه مزایایی دارد؟
- فرآیند رنگآمیزی با این نوع از رنگها آسان است
- با وجود ایجاد لایهای نازک از رنگ،پوشش دهی و دور پوشانی مطلوب دارد
- تنها با یک لایه رنگ خواص عالی فیزیکی و شیمیایی مطلوبی برای محصول به وجود می آید.
نکاتی در مورد رنگ پودری و رنگآمیزی الکترواستاتیک
هر جسمی که هادی جریان الکتریکی باشد و مقاومت دمایی لازم برای پختِ رنگ پودری در کوره را دارا باشد، امکان این را دارد که به روش الکترواستاتیک رنگآمیزی شود.
بعد از پایان رنگآمیزی یک قطعه یا قطعات همسان در صورتی که رنگ موردِ استفاده بعدی تغییر کند، تمیز کردن محیط و تجهیزات رنگآمیزی باید با دقت بسیار زیادی انجام شود.
در شیوه رنگآمیزی الکترواستاتیک دو نوع روش پاشش رنگ وجود دارد. روش «کرونا» و «روش ترایبو». در روش ترایبو ذرات پودر درون تفنگ پاشش یا پیستوله، بر اثر مالش با سطوح داخل تفنگ باردار میشوند. در روش کرونا عاملی که باعث باردار شدن یا شارژ شدن ذرات پودر درون پیستوله یا تفنگ میشود، جریان الکتریسه می باشد در این روش باید ولتاژ تفنگ یا پیستوله باید با دقت تنظیم شود.

ویژگیهای روش پاشش رنگ ترایبو
این روش نیازی به دستگاه ژنراتور ولتاژ ندارد. در این مدل پوشش دهی ذرات پودر بر روی قطعه یکنواخت و یکسان انجام میشود. تجهیزات اتوماسیونِ شیوه ترایبو به نسبت شیوه کرونا بهتر است. روش ترایبو گوشهها و لبههای قطعات را بهتر رنگآمیزی میکند. البته روش ترایبو باعث محدودیتهایی هم در شیوه رنگآمیزی میشود که از جمله این محدودیتها میتوان به استهلاک بیشتر و نیاز به تعویض لوازم تعمیراتی نسبت به روش کرونا اشاره کرد. همچنین برای باردار کردن ذرات رنگ پودری که کوچکتر از ۱۰ میکرون باشد، محدودیت ایجاد میشود. از آنجایی که شارژ کردن ذرات پودر زمانبر است در روش ترایبو به تفنگها یا پیستولههایی بیشتری نسبت روش کرونا نیاز است. اگر عملیات رنگآمیزی طولانی شود بازدهی ذرات پودری کاهش پیدا میکند. این شیوه برای برخی از پودرهای الکترواستاتیک کارایی مناسبی ندارد و در ضمن برای باردار کردن ذرات در روش ترایبو نیاز است که فرمولاسیون رنگ تعیین شود.
ویژگیهای رنگآمیزی با روش کرونا
آشنایی با روش رنگآمیزی کرونا مبحث دیگری است که به روشن شدن پاسخ پرسش رنگ الکترواستاتیک چیست به ما کمک خواهد کرد. در روش رنگآمیزی به شیوه کرونا ذرات پودری با سرعت بالایی شارژ میشوند (باردار میشوند). این روش برای انواع رنگ پودری مناسب است. امکان تغییر رنگ و شستشوی تجهیزات در روش کرونا سریع است و حرکت ذرات پودر به سمت قطعه مورد نظر با کمک میدان الکترواستاتیک انجام میگیرد. در مقایسه با روش ترایبو استهلاک و تعویض لوازم تعمیراتی کمتر است. با تغییر دادن ولتاژ امکان تغییر در ضخامت لایه رنگ امکانپذیر خواهد شد و همچنین ذرات پودر با اندازههای مختلف به طور یکنواخت بر روی سطح قرار خواهند گرفت. مورد دیگر این است که با تغییر ولتاژ امکان این که سطح رنگ بر روی قطعه اصطلاحاً پوست پرتقالی شود وجود دارد. همچنین در این روش رنگآمیزی پوشش دادن زوایا و نقاط کور به صورت مطلوب انجام نمیشود.
مقایسه روشهای کرونا و ترایبو
با توجه به این که در فرآیند رنگآمیزی چه ملاک و معیارهایی را مدنظر داریم میتوانیم یکی از این دو شیوه را مورد استفاده قرار دهیم. در حالت کلی روش ترایبو در صورتی مناسب است که موارد زیر مدنظرمان باشد. نفوذپذیری رنگ به گوشهها برایمان مهم باشد، نخواهیم بر روی قطعه رنگآمیزی مجدد انجام دهیم، پوشش رنگی با ضخامت زیاد را مدنظر داشته باشیم، پوشش رنگی صاف و یکدست را ترجیح بدهیم و قصد رنگآمیزی قطعاتی در شکلهای هندسی متفاوت را داشته باشیم. با در نظرگیری این موارد حال ببینیم انتخاب روش کرونا با در نظرگیری چه مواردی شیوه مطلوب رنگآمیزی ما خواهد بود. در مواردی که پوشش دهی دور محصول اهمیت داشته باشد، پوشش رنگی با ضخامت کم را مد نظر داشته باشیم، بخواهیم پودر کمتری مصرف کنیم، نیاز به سرعت بالای «کانوایر» داشته باشیم، بخواهیم از پودرهای متالیک استفاده کنیم، استفاده از پودرهای گوناگون را مد نظر داشته باشیم، بخواهیم سرعت مصرف پودر را کاهش دهیم، قصد تعویض رنگ داشته باشیم و استهلاک کم تجهیزات هم برایمان مهم باشد. با در نظر گرفتن موارد بالا بهترین شیوه رنگآمیزی الکترواستاتیک شیوه کرونا خواهد بود.